CNC Simulator Free是一款功能十分強大的cnc數控機床模擬仿真軟件,這款軟件擁有采用了真實的3D運行仿真環境,用戶可通過這款軟件模擬數控機床進行工作,旨在使新手機械制造專家基本熟悉使用標準G/M代碼(Fanuc系統A)編程零件車削操作的原理。制作可定制的道具,螺紋、螺旋形狀,解鎖各種產品,了解數控機的制作流程,能夠真實模擬各種工藝的數控編程加工,比如根據幾何圖形設計任何物體,手動、編輯等運行模式,還可以對機器進行改裝,安裝各種不同的鉆頭道具,動態地切換不同的模擬器視角,來生產更多的機械產品。還可以通過3D打印技術將其變成現實。

1、機床操作全過程仿真
數控程序的自動,MDI手動輸入,手動,編輯等運行模式;
毛坯定義,基準對刀,尋邊器對刀,安裝刀具,機床加工編程與手動操作;
刀具補償,坐標系設置等系統參數的設定;
毛坯選擇,包括圓柱形毛坯和立方體毛坯;
支持的插補運算有圓弧插補,直線插補。
2、加工運行全環境仿真
加工時實時進行刀具和工件的碰撞檢測并產生報警,機床各軸的超程報警;
機床冷卻液模擬;
三維工件的實時切削和鐵屑模擬;
三維刀具軌跡的顯示;
機床加工聲效模擬。
3、數控程序處理
數控加工G-Code解析與有效性檢驗;
支持導入用其他軟件生成的數控加工代碼;
支持的數控加工中心加工刀具有:
鉆頭,鏜刀,球頭刀,端銑刀,面銑刀。

三維模擬模型的基礎是經典布置的車床,配備有CNC系統,八位刀塔,三爪卡盤,尾座,冷卻液供應系統和其他機械。在水平面中的兩個軸上執行材料處理。
軟件產品的應用領域:使用計算機技術的教育過程:計算機課,遠程學習,在培訓和專業領域組中的課程材料的示范支持的示范課程:“冶金,工程和材料加工”。
模擬器的功能:以標準GM代碼的格式準備車削控制程序的程序文本,檢查語法和技術錯誤的控制程序,在計算機屏幕(或其他計算設備)上播放三維圖形模型。車床的主要部件和金屬切削工具,可模擬金屬車削過程,在已編譯的控制程序上進行車削過程中零件成形過程的三維可視化,刀具路徑可視化,實現與用戶交互的交互技術設備的仿真模型。

1、逼真物理
通過兩條不同的軸綜合控制切刀前進的過程中,您可以看到機床的逼真物理運動。
2、創造作品
挑選要加工的材料,將其安裝在機床上,開始車銑工作,加工出您自己的獨特作品。
3、定制刀具
軟件里面提供兩種圓鑿供您選擇,其中一種用于車金屬,另一種用于車木料。

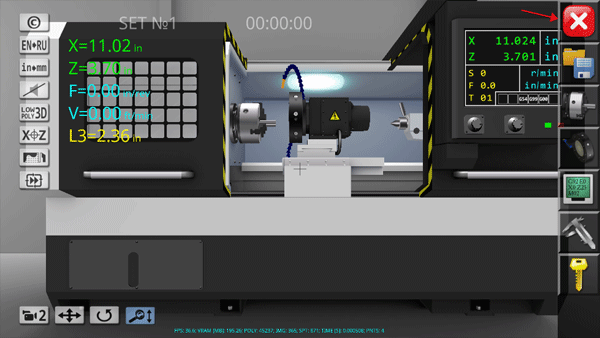
1、打開CNC Simulator Free,進入到主界面,你會看到左邊、右邊和左下方都有功能選項,點擊左下方紅色箭頭指向的地方,這個是用來切換cnc數控車床仿真模擬器不同的視角,從不同視角來熟悉這款機器。
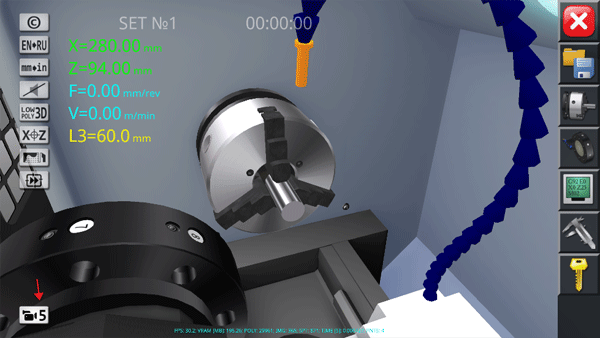
2、點擊左邊的紅色箭頭指向的“X.Z”,你會發現左邊顯示了X、Z、F、V、L3這幾個參數的數值和計量單位,以及模擬器上的線條。
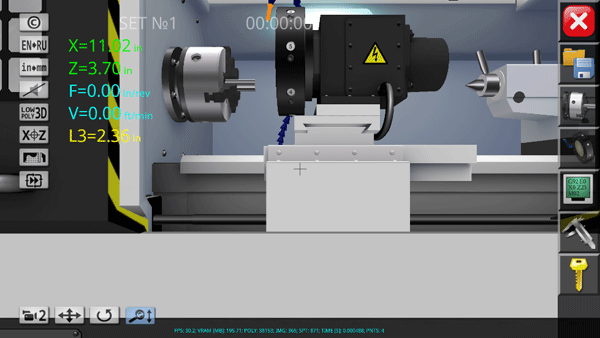
3、如果你想放大或放小這個模擬器,就不斷的點擊屏幕,拉進和模擬器之間的距離。
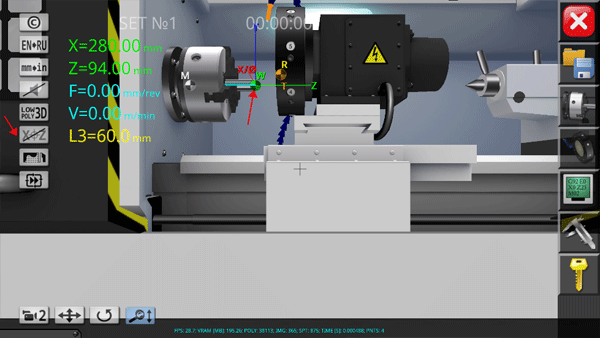
4、點擊右邊紅色箭頭指向的功能按鈕,這個功能是用來設置模擬器的參數,通過調整合適的數值來操作這個模擬器。

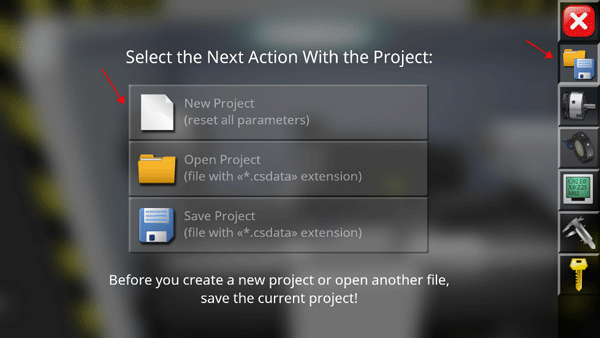
5、右上方的文件圖標表示項目,你可以進行三種項目的操作:新建、打開和保存,玩家只要點擊新建項目,就可以開始玩游戲啦。
6、點擊如下圖所示紅色箭頭指向的位置,這個分為了三個部分,左邊是工具目錄,中間是全套炮塔,右邊就是游戲的基本功能列表,你只要將左邊選好的工具放到中間有數字的位置,然后通過“-+”按鈕來調整位置即可。

7、最后就是介紹一下最基本的功能:退出,點擊右上角的“X”,游戲就會彈出綠色和紅色兩個按鈕,點擊綠色就是表示退出游戲,紅色就是暫不退出的意思。
1、機床通電及初始設置
在啟動CNC Simulator Lite前,確保模擬機床已通電,并檢查各開關、按鈕是否正常,機床有無異常現象。
檢查電壓、油壓、氣壓是否正常,有手動潤滑的部位需先進行手動潤滑。
機床開啟后,各坐標軸需手動回參考點(機床原點),確保初始位置準確。
2、程序輸入與校對
NC程序輸入完畢后,應認真校對,確保代碼、指令、地址、數值、正負號、小數點及語法無誤。
正確測量和計算工件坐標系,并對所得結果進行驗證和驗算。
將工件坐標系輸入到偏置頁面,并對坐標、坐標值、正負號及小數點進行認真核對。
刀具補償值(長度、半徑)輸入偏置頁面后,需對刀具補償號、補償值、正負號、小數點進行認真核對。

3、刀具管理與驗證
每次更換刀具后,需重新進行刀具長度和直徑的測量和補償,確保與程序中的刀具信息一致。
刀具安裝后要檢查是否夾緊,調整刀具所用的工具不可遺忘在機床內。
4、模擬加工前的檢查
在模擬加工前,應到運行界面確認機床是否鎖住,避免因機床未鎖住而發生撞刀。
檢查空運行開關是否關閉,避免在實際加工時機床仍處于空運行狀態,造成撞機。

1、撞機問題
原因:安全高度不夠或沒設,程序單上的刀具和實際程序刀具寫錯,程序單上的刀具長度(刃長)和實際加工的深度寫錯,程序單上深度Z軸取數和實際Z軸取數寫錯,編程時坐標設置錯誤等。
解決方案:對工件的高度進行準確測量,確保安全高度在工件之上;程序單上的刀具和實際程序刀具要一致;對實際在工件上加工的深度進行測量,在程序單上寫清楚刀具的長度及刃長;在工件上實際Z軸取數,在程序單上寫清楚;編程時仔細核對坐標設置。
2、分中不準
原因:手動操作誤差,模具毛刺,分中棒帶磁,模具不垂直等。
解決方案:反復檢查手動操作,去除模具毛刺,退磁分中棒,校表檢查垂直度。
3、對刀出問題
原因:手動誤差,裝夾有誤,飛刀刀片有誤,刀具間誤差等。
解決方案:反復檢查手動操作,清潔刀具,測刀桿,單獨出對刀程序。
4、曲面精度不夠
原因:切削參數不合理,刀具刃口不鋒利,裝夾太長,排屑不好等。
解決方案:合理設置切削參數,定期檢查更換刀具,盡量夾短刀具,合理設置轉速進給。
5、程序運行異常
原因:程序指令錯誤,如使用了錯誤的程序文件,或者程序中的移動指令指向了超出工件范圍的位置。
解決方案:仔細核對程序中的所有參數,包括刀具信息、坐標系統、切削深度等,并在運行前利用仿真功能進行模擬檢驗。
v2.2.4:
增加了Google API組件的級別
v2.2.3:
增加了對Google API級別33的支持

 5
5 







































 中油員工寶最新版本 V1.2.1 官方安卓版
中油員工寶最新版本 V1.2.1 官方安卓版 webcat手機版 V5.21 官方安卓版
webcat手機版 V5.21 官方安卓版 AIDE Pro(代碼編輯器) V2.8.7 安卓版
AIDE Pro(代碼編輯器) V2.8.7 安卓版 騰訊會議手機版 V3.34.11.411 安卓最新版
騰訊會議手機版 V3.34.11.411 安卓最新版 AnyConnect加速器 V5.1.9.115 官方安卓版
AnyConnect加速器 V5.1.9.115 官方安卓版 everycircuit中文版完美版 V2.15 安卓版
everycircuit中文版完美版 V2.15 安卓版 鋼鋼好 V8.11.1116 安卓版
鋼鋼好 V8.11.1116 安卓版 智慧勞務 V2.8.2 安卓版
智慧勞務 V2.8.2 安卓版 華為計算器 V8.0.0.353 安卓最新版
華為計算器 V8.0.0.353 安卓最新版 Screen Translation(屏幕翻譯APP) V3.1.0 安卓版
Screen Translation(屏幕翻譯APP) V3.1.0 安卓版 龍湖小行家 V1.3.0 官方版
龍湖小行家 V1.3.0 官方版 紅山智運司機端 V2.1.3 安卓版
紅山智運司機端 V2.1.3 安卓版 晨光打印 V1.1.20 安卓版
晨光打印 V1.1.20 安卓版 柜柜手機版APP V0.1.s.b1007541078 安卓版
柜柜手機版APP V0.1.s.b1007541078 安卓版